Poster
Client Context
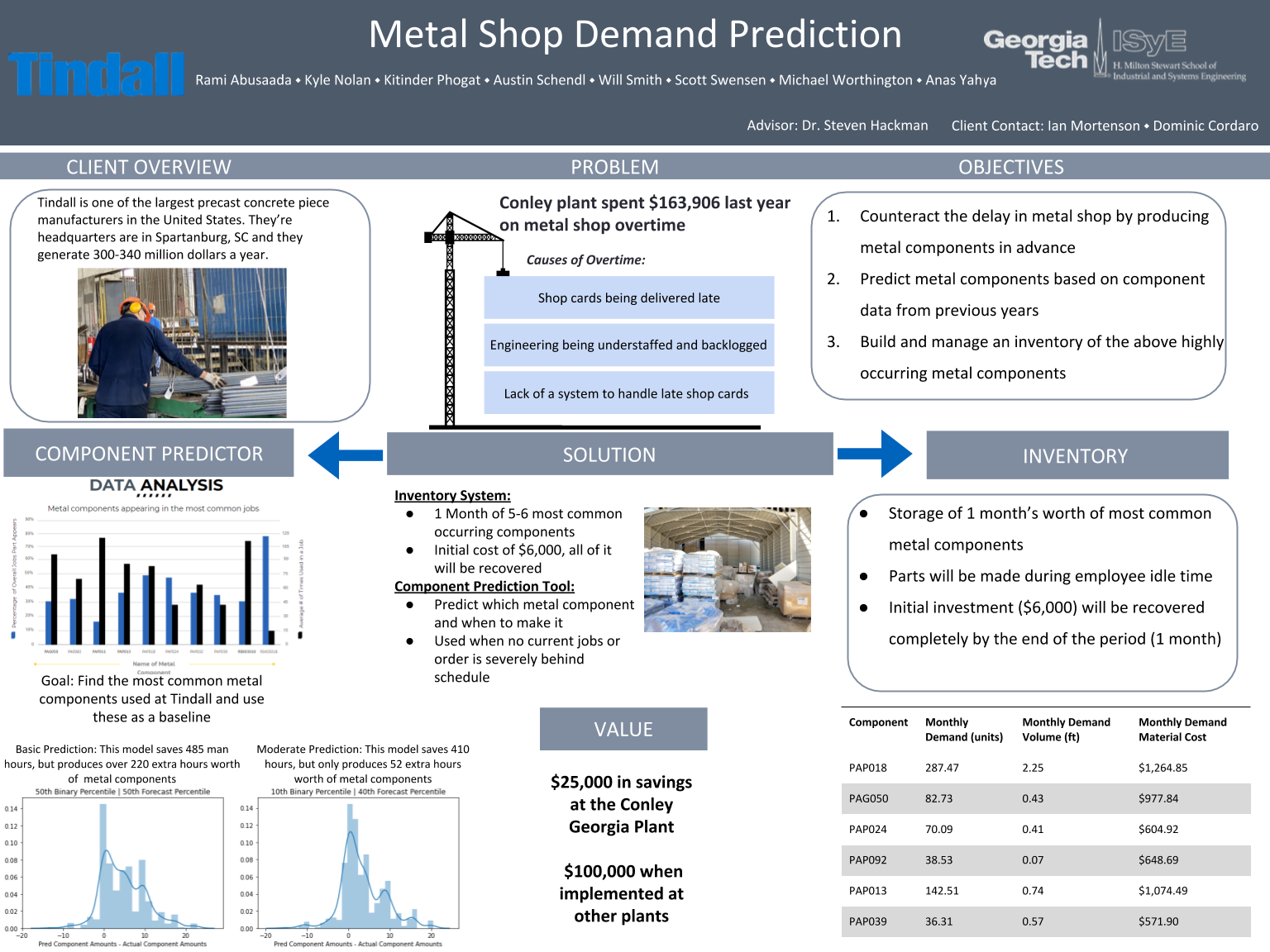
Tindall is a precast concrete manufacturer that has five plants throughout the United States, with one being in Conley, GA. Tindall produces concrete pieces for a building project. Then they transport the pieces to the construction site for assembly. Typical projects for Tindall include parking decks, schools, and penitentiaries.
The process begins when a client asks Tindall to produce a structure. From there, Tindall’s engineers work with the client’s architects to figure out the specifications for the structure. Once they reach a consensus, the engineers send a list of concrete pieces required for the job to the plant. The production planner then schedules the concrete pour.
The process that we are studying even more specifically begins at the very next step, which is when the engineers send the list of metal components (shop cards) that go into each concrete piece to the metal shop (typically 3 days before the scheduled pour). The metal shop then produces the metal components. The components are assembled on the pouring beds, and the concrete is poured. Once the concrete is dry, it is cleaned and is stored outside the plant where it awaits shipment. The client wanted a solution to excessive overtime, primarily at the Conley, Georgia production plant.
Project Objective
Tindall stated that a significant concern for them is overtime in their metal shop. They provided a table stating that they spent more than $163,000 in overtime in the metal shop last year. The source of this overtime is from late shop card arrivals. 10% of shop cards arrive less than 3 days prior to the scheduled pour. This results in idle time in the metal shop while waiting for the shop cards. When the cards arrive all at once, the metal shop is overwhelmed. Shop cards arrive late because of delays in the engineering process. Unfortunately for Tindall, they have tried to fix these delays for years, but have been unsuccessful. Since fixing the engineering delays would take more than one semester to resolve, the best solution was increasing metal shop productivity. If the metal shop could make better use of its idle time by building an inventory. Then the impact of a late shop card would be lessened.
The entire $163,000 of overtime can not be mitigated; there are metal components made that are custom/specific to the job type. These parts are rarely used again, if ever, so producing them ahead of time is not conducive.
Tindall had space for common metal components from certain jobs/concrete pieces to be stored. From this observation, the team sought out to discover if the metal shop could counteract the shop card delays by producing these common components in advance and building up an inventory of them.
Design Strategy
The first step was creating a baseline inventory. The inventory needed to address the potential components that would contribute the most to overtime. These components have the highest production time, as they would contribute the most to overtime hours. However, parts with high material costs and low production time should be avoided, as they can be produced according to the forecasting tool. The base quantities for the inventory system were calculated by balancing these two factors with the demand distribution. The quantities were validated for January 2020 to October 2020 and found that producing up to the base quantities would account for about 83% of potential overtime costs.
The second was creating a prediction tool. The prediction tool was a two-step algorithm. The first step was to predict a probability that some metal component will be used in some future pour. The second was predicting how many of the components would be necessary. Using bootstrapping the team was able to create a demand distribution for the amount of the components needed for each pour. Using the probability and the demand distribution, a pmf of the components necessary for the pour was done. This was the first utilization of the model. The second was making forecast predictions far into the future. The team used convolution on each pmf from each pour to create a demand forecast into the future.
The validation was done on new data. These models were trained using data from 2017-2019. We used 2020 data to see how accurate these models were and how much monetary impact they would have brought. This was assuming that these models and inventory system were already being used in 2020.
Deliverables
The first deliverable is an inventory system. This is a priority-based build-up of inventory and storage of the pre-made metal components. In regular use, the components will be cycled through every month, with some staying longer in rare cases. This will not be a common problem. Components stored will be the most commonly used. The area in which Tindall will store them is in close proximity to the metal shop, which eliminates the need for any complicated transportation system.
The second deliverable is a common component predictor. Jerome, the metal shop supervisor for Tindall’s plant in Conley, Georgia and Ian, the Industrial Engineer for Tindall will use the predictor. Jerome will use the predictor on a day to day basis when there isn’t a shop card* available to work from. He will access an excel sheet: with labels and amounts a pour needs. From this, he will decide which components, and how many of them, to produce.
Ian will use the predictor on a macro level. He can tailor it as needed for the other four plants, or if a plant process changes. He can also look at the demand for each of the components for the upcoming month. Foreseeing and forecasting plans for component production through the month will be aided by the tool.
Using the tool is a straight-forward process and takes less than 10 minutes to use.
*Shop Card: A list of the metal components that the plant needs to pour.
Project Information
Student Team
Rami Abusaada, Kyle Nolan, Kitinder Phogat, Austin Schendl, Will Smith, Scott Swensen, Michael Worthington, Anas Yahya
Faculty Advisor

Faculty Evaluator
