Poster
Client Context
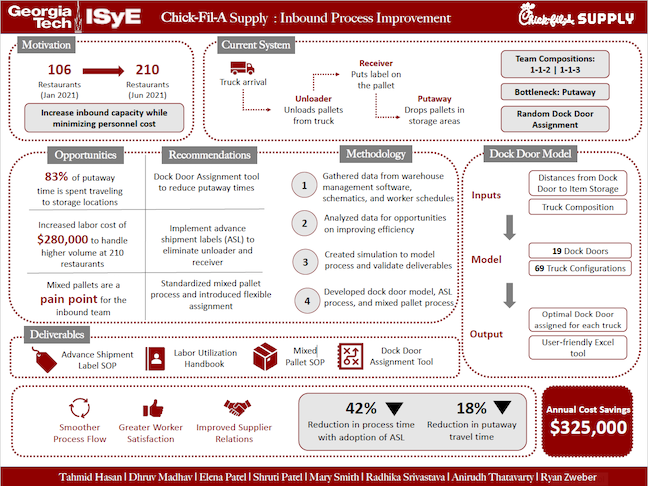
Chick-fil-A Supply (CFA Supply) is a wholly-owned subsidiary of Chick-fil-A Inc., a quick-service (fast food) restaurant chain that operates primarily in the United States and Canada. In 2020, CFA Supply built a Distribution Center called DC-2 in Cartersville, Georgia, whose function is to serve Atlanta area Chick-fil-A franchises.
In January 2021, DC-2 served 106 restaurants. The project was focused on the Inbound side of DC-2, essentially the staff that takes pallets that arrive on trucks from suppliers and puts them away in the correct rack, so that the Outbound side can pick the right quantities to send to restaurants. The Inbound side is made up of many different roles, but our specific focus was on the Receiving Team, who make up most of the work being done on the Inbound side. The Receiving Team is made up of 1 Unloader, who goes onto the truck, unhinges the door, and brings pallets from the truck into the holding area. There is 1 Receiver, who takes the pallet that is in the holding area and attaches a label on the pallet. Finally, there are 2 Putaways, who take the pallet from the holding area into the correct rack. There are 19 receiving dock doors for which trucks to enter, which are divided into special rack areas labeled as Cool, Freezer, and Dry, dependent on the temperature storage requirements of an incoming pallet.
Project Objective
CFA Supply wishes to increase the number of restaurants they serve from 106 to all 210 Metro Atlanta restaurants. In order to do this though, CFA Supply must double its capacity of pallets that can be handled a day. Currently, CFA Supply can handle a little less than 500 pallets a day inbound, but the objective is to inbound around 1000 pallets per day. There is a simple fix to get DC-2 up to its capacity requirement, hire one more Receiving team (4 more staff members) to inbound the 1000 pallets/day. However, this comes at a high additional cost to DC-2. Therefore, the objective is two-fold: DC-2 must achieve 1000 pallets/day inbounded at the least additional cost possible.
In order to do this in the most cost-efficient way, inefficiencies in the process flow of pallets at DC-2 were investigated. The first was the handling of mixed pallets, a certain type of pallet that has multiple SKU’s on it. The second was that trucks would go to a dock door that wasn’t closest to the temperature zone that the pallets on the truck needed to be putaway to. The third and final was that roles like the Unloader and Receiver were severely underutilized, making the receiving process inefficient. By fixing these, our team believed that our client could hit the 210 restaurant demand without hiring additional labor.
Design Strategy
To design a solution, the biggest strategy our team used was developing a Simulation model of the entire facility using Simio. By doing this, we were able to investigate the variability in truck demand, the variability in different functional roles doing their job on the warehouse floor, and experiment with different combinations to see its effect on pallets inbounded. We validated and tested our model by periodically presenting it to our client and making sure the client could understand it and give their feedback to what was missing from the model. By the end, our client was pleased with how well the model simulated conditions on the warehouse floor.
In addition to this, JDA (DC-2’s Warehouse Management system) allowed our team to dig through data on pallets arriving to the facility, and how much time they spent in each phase of the receiving process. By investigating this, our team found different areas that need improvement, specifically, in the area of mixed pallets.
The general approach to solutions that we took was reducing variability in a process flow. This has many general ideas, such as moving more variable processes to the end of a process flow, and implementing parallel processing in as many places as possible. Using these approaches, we began to investigate different processes in the plant and see how many changes we could make that would improve the cycle times.
Our final strategy was interviews with supervisors, floor managers, and other important roles that don’t work directly with pallets on the DC floor to see other areas for improvement, and show them the different opportunities that we determined and what their thoughts were for getting those inefficiencies fixed.
Deliverables
The first deliverable is a Dock Door Assignment Tool. The Dock Door Assignment Tool is an optimization built into Excel’s Solver that allows the Scheduler to input the truck types and quantities arriving for a given day. The output of the model is a list of the dock doors that the trucks should be assigned to when arriving, to minimize the distance from the dock door to the putaway racks that the pallets need to go to. This lowers the travel time for putaway, making DC-2 more efficient.
The second deliverable is the Labor Utilizations Handbook. This is a guide for the Scheduler at DC-2 to go through before a given day and allocate labor resources to different functional roles based on the content of the trucks and the quantity of trucks coming in that day. We based the Labor Utilizations Handbook based on our Simulation model, and validated it with our client.
The third deliverable is the Advance Shipment Label Handbook. Given that the Receiver and Unloader roles are underutilized, we investigated different options to move these labor resources into the bottleneck process, putaway. Since the Receiver’s sole job is to attach a label to a pallet before it gets putaway, we came up with the process of Advance Shipment Label (ASL). ASL is a process in which the suppliers attach the label onto pallets before they send them out on the truck to DC-2. This way, the Receiver role isn’t necessary, and Putaway can go straight onto the truck and receive pallets, and move them to the correct rack. This means the Unloader role is eliminated as well, and now those two roles can move into Putaway, the more variable process that requires additional help. The only commitment for Chick-fil-A is providing printers for the suppliers to print the labels with, and of course, suppliers adopting the program itself. However, suppliers are incentivized to do this as adoption means Chick-fil-A will give more business to the suppliers, and Chick-fil-A is such a large quick-service restaurant chain that it provides a lot of value to the suppliers.
The fourth and final deliverable is a Mixed Pallet SOP (Standard Operating Procedure). The Mixed Pallet SOP reorganizes the process that is used to handle those mixed pallets, which cause delays for DC-2. Instead of processing mixed pallets after all the full pallets are processed, which is already a variable process, we provided a procedure in which mixed pallets are processed alongside the full pallets (parallel processing). This results in faster putaway cycle times, and is currently being tested by the factory floor.
Project Information
Student Team
Tahmid Hasan
Dhruv Madhav
Elena Patel
Shruti Patel
Mary Smith
Radhika Srivastava
Anirudh Thatavarty
Ryan Zweber
Faculty Advisor

Faculty Evaluator
