Poster
Client Context
King of Pops is a regional popsicle producer founded and headquartered in Atlanta, GA that focuses on community-based branding, unique flavors, and fresh ingredients. In an effort to scale to meet growth opportunities, co-founder Nick Carse approached Georgia Tech ISyE with a senior design opportunity tailored around increasing popsicle throughput within King of Pops’ manufacturing facility without making expensive upgrades to labor, machinery, or system processes. The team specifically looked at the freezing process within the manufacturing facility, which can be divided into two main parts; popsicle creation and popsicle packaging. Within popsicle creation, popsicle molds are automatically filled, have an extractor containing sticks placed on them, and then are frozen. Within popsicle packaging, frozen popsicles are dropped into a wrapping machine and then cased into boxes for retail.
Executive Summary
King of Pops expressed a desire to expand from the past year’s 1.4 million popsicles produced on a seasonal model to a year-round model that had the capacity to produce 3 million popsicles.
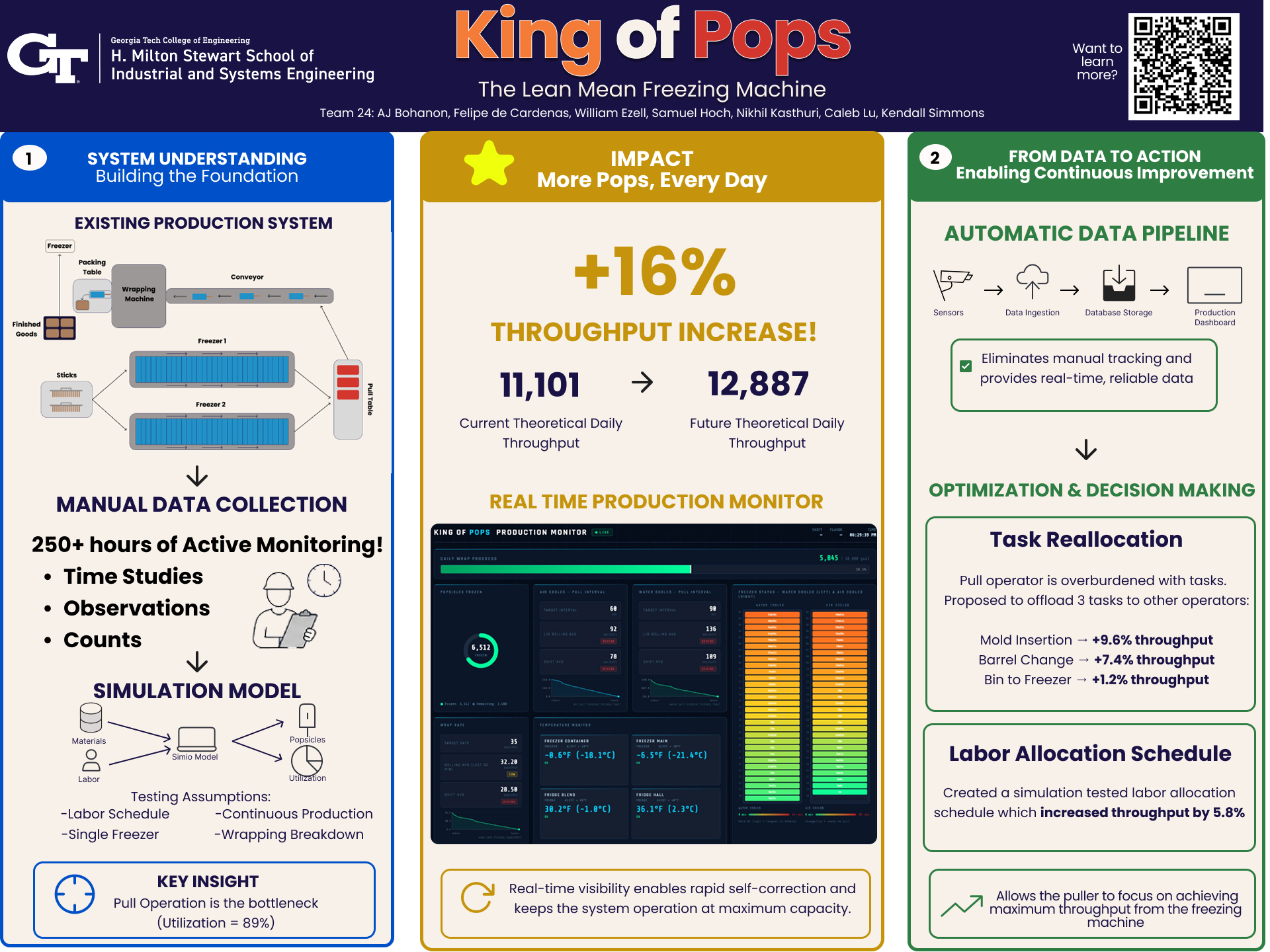
The senior design team began the project seeking to understand the manufacturing system and current throughput constraints. Initial observations identified inefficient task allocations and a lack of clearly defined processes. However, these findings could not be quantified due to limited data infrastructure, lacking data storage or export capabilities.
The team bridged this data gap by conducting extensive manual data collection (250+ hours) utilizing a self-built graphical user interface (GUI) that exported data to spreadsheets, which served as the input for a simulation. This simulation was modeled around the King of Pops manufacturing facility and revealed that under the current single-freezer operation, the freezing machine is the bottleneck of the system. The simulation additionally provided a means to test and model changes to task allocations from the puller, the main operator at the freezing station, to other, underutilized workers at remaining stations. These task reallocations, such as placing popsicle molds into the freezer and pushing finished popsicle boxes into storage, project an expansion of throughput from 2.22 million popsicles to 2.58 million popsicles, a 16.2% increase from the current year-round production model.
To allow for forward-looking, data-driven decision making at King of Pops, the team installed dry-contact sensors within the facility that automatically record system state, throughput, and freezing times, all linked to a real-time dashboard displayed on a monitor within the production facility, with additional access provided to Mr. Carse. The dashboard allows the puller to see when popsicles are fully frozen, decreasing cascading effects caused by long intervals of popsicles not being pulled from the freezing machine. The automated data collection and its resulting dashboard enable continuous performance tracking, since real-time visibility allows management to identify disruptions and reallocate labor dynamically, and now, changes to procedure can be tested and evaluated from the data the sensors collect, allowing King of Pops to confidently evaluate future investments. Together, these changes allow King of Pops to effectively plan for a two-freezer, year-round production cycle able to produce 3 million popsicles.
Project Information
Student Team
Aubrey Bohanon, Felipe de Cardenas, William Ezell, Samuel Hoch, Nikhil Kasthuri, Caleb Lu, Kendall Simmons
Faculty Advisor

Faculty Evaluator
